 奥さん 「何作ってるのよ。この家ではフィギュアと痛車は禁止だって言ってるでしょ!」 奥さん 「何作ってるのよ。この家ではフィギュアと痛車は禁止だって言ってるでしょ!」
私 「こ、これはですね。いつものあいつからの依頼品でして・・・」 てな感じで「痛車」を始めます。
アオシマが火をつけた「痛車」ブームですが、普段プラモを作っていない人たちも「取りあえず買っとけ」行動に出たためか、販売は好調とか・・・。 でもこれを実際に作ろうとすると、全面にデカールを貼る作業は決して楽とは言えず、スキルも必要。 また、キット自体の難易度が高いと完成までに手がかかります。痛車プラモを作ろうとする人たちにとって興味の中心はキットの精密さではないと思われますが、かと言ってメーカーも痛車専用キットを起こすほど冒険できないとなると、既存のラインナップからどの車種を選定してアニメデカールと組み合わせるかが難しいなと思います。
|
 今回の素材となっているチェイサーですが、ボディーの仕上げはかなり優秀。シャーシも部品点数が多く、良い意味で予想を裏切ってます。 今回の素材となっているチェイサーですが、ボディーの仕上げはかなり優秀。シャーシも部品点数が多く、良い意味で予想を裏切ってます。軽く仮組みしてみましたが、そのままではややタイヤが外に出る感じ。 右の写真はそれをある程度修正して「ツライチ」にしたものですが、もう少し引っ込ませた方が「らしい」かもしれません。 |
 話変わります。 話変わります。
写真はシャーシを組む時に使うエンジン回りの補強ビームですが、ランナーから外したとたんにバラバラになってしまいました。 こんな経験は初めてなので、ちょっとびっくり。 |
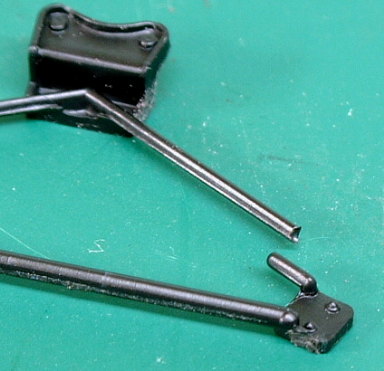 切り口を見ると、一方は丸く、反対側は凹んでいます。 切り口を見ると、一方は丸く、反対側は凹んでいます。
なるほど、これは成型不良の典型的な例。 「湯」がちゃんと溶け合っていないことによるものなんですね。
これについてちょっと考察してみましょう。 |
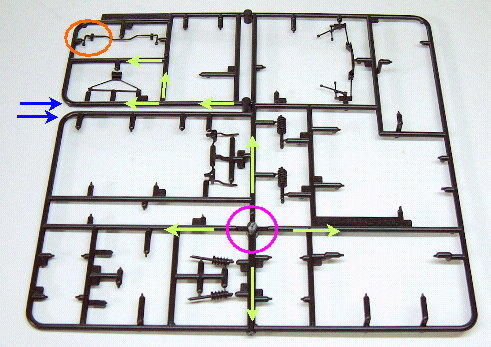 樹脂はピンクの部分から金型に流し込まれ、黄緑色の矢印に沿ってランナーを進んで行きます。そして問題の部分には上下から入って行き、合流して溶け合います。 樹脂はピンクの部分から金型に流し込まれ、黄緑色の矢印に沿ってランナーを進んで行きます。そして問題の部分には上下から入って行き、合流して溶け合います。
今回の場合、問題の箇所は金型の端っこにあるため、 ●十分な圧力で成型していない などの理由から、 ●樹脂が、まず先の丸まっている方で止まって固まり・・・、 と考えられるのです。 なお、青い矢印のようにランナーが大きく二つに枝分かれしていた影響もないとは言えないでしょう。全てのパーツに満遍なく樹脂を回すためにこのように設計したのでしょうが、実際にきちんと結果を出すためには、試作段階で樹脂を打ちながら注入スピードを決めていったり、必要な場合は再度金型に手を入れてランナーの太さを変えるなどの「作りこみ」をしていく必要があります。
|
 もちろん、実際に生産が開始された後も、工程管理はしっかりと行わなくてはなりません。 もちろん、実際に生産が開始された後も、工程管理はしっかりと行わなくてはなりません。
確かアオシマは金型も生産も日本じゃなくて・・・。
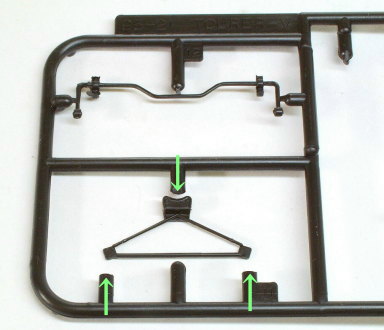
それともう一つ、問題のパーツのすぐ上にあるスタビライザーですが・・・、 |
 ここだけ凄いバリです。 ここだけ凄いバリです。
ただしこちらの原因は、今までのお話とは別と思われます。 なぜならバリは通常圧力の高い場所、すなわち最初に樹脂が金型に流れ込む場所付近に出やすいからです(圧力が高いことで、金型が開きやすい)。 この部品は端っこにありますので、圧力に関してはむしろ足りないことが問題になりやすい。 おそらく・・金型が「ヘタクソ」にできているだけなんでしょうね。 |
 問題のパーツは瞬間で接着すれば問題ありません。 問題のパーツは瞬間で接着すれば問題ありません。
その割りにはアオシマさんにはずいぶん申し訳ない書き方したなと思ってますが、最初に言っているように「痛車」ってのは十分なスキルを持っていない人も作りたいネタですから、こういうところの気配りは普段以上に大切じゃないの?・・・と言いたいのです。 |
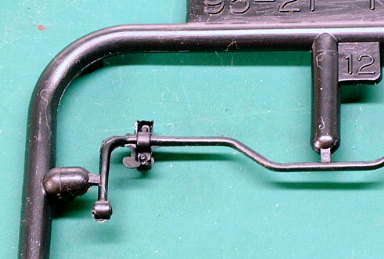
 こっちの破損は私のミス。 こっちの破損は私のミス。
|
 こういう時は0.4ミリの穴を開けて・・・、 こういう時は0.4ミリの穴を開けて・・・、
|
 同じ径の洋白線を埋め込めば・・・、 同じ径の洋白線を埋め込めば・・・、
|
 前より丈夫になる。 前より丈夫になる。
|